The Processing Technology of SS 316L Flanges
Abstract: In the processing of SS 316L flanges, certain problems are found in the first trial cutting piece, such as not being able to mass-produce due to low efficiency, and accuracy not meeting the standard. Analyze the causes of these problems, and then take effective measures to design special fixtures, optimize the processing technology to solve the problems and improve the processing efficiency and product qualification rate of SS 316L flanges.
In the connection of two bearings and equipment, a flange is required. At present, one of the main connection methods in pipeline construction is a flange, which has the advantages of great pressure bearing capacity and convenient disassembly. In order to study the processing technology of SS 316L flanges, the flange parts of the corresponding reducer were selected. In the actual processing, it is found that there were parts that do not meet the requirements of the drawings. Optimize the processing technology to ensure the quality of flange processing based on this analysis of the actual processing problems.
1. First trial cutting of SS 316L flanges
The SS 316L flange is currently a relatively common type, and its chemical composition mainly includes molybdenum, nickel, chromium, sulfur, phosphorus, manganese, silicon carbon and so on. According to the processing requirements, use a round bar of φ55 x 20 mm as a workblank. The material is characterized by high temperature resistance and corrosion resistance, high strength, good cutting performance, a wide range of applications in mechanical equipment. The processing of the flange mainly includes drilling, boring, milling plane and turning outer circles. Perform an outer circle turning of φ52 mm or 34 mm on the right side on the CNC lathe. Process the hole of φ l5.68 mm or 28.3 mm as well as the outer circle of φ33mm. Through the vertical machining center, an arc groove of R1.7, holes of 4-φ4.5 mm, 12.2 mm and 24.0 mm as well as the inclined surface on the right side. In the trial cutting of the first piece, three-jaw chucks were used in the machining center and CNC lathe. The CNC lathe was used to machine the right outer circle and steps, and then the left outer circle and inner hole were processed. When the three-jaw chuck of the machining center was used, it clamped from the outer circle on the right side, and arc groove milling and drilling were performed. Then, the reverse side was clamped, milling the inclined side and the hole. Finally, the inner groove was processed on the CNC lathe. According to the above processing technology, the inspection of the trial cutting first piece was carried out. The result showed that the roughness of the left inner hole and arc surface was unqualified, and part of the arc machining was not complete. The angle between the part of holes and axis line was insufficient, and the spatial position of the right inclined plane was unqualified. In addition, the processing time was long and the processing efficiency was low.
2. The processing problem analysis of the SS 316L flange
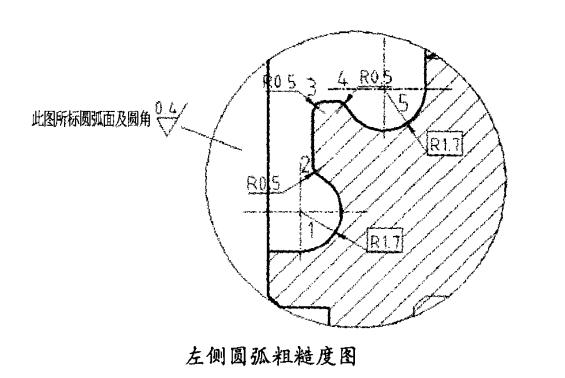
According to the result of trial cutting of the first piece, as shown in the figure on the right. There were 3 arc segments on the left side of the part, including 3 R0.5 and 2 R1.7. Among them, the R0.5 at position 3 was processed by the boring tool in the CNC lathe. The R1.7 arc groove in position 1 was milled with a ball-end milling cutter in the machining center, and R1.7 in position 5 was processed with an arc inner groove cutter on the CNC lathe at the end. In the processing, the R0.5 arc grooves at positions 2 and 4 were not involved, so R0.5 in these two positions was not processed completely. The R1.7 arcs in the two positions were processed on the CNC lathe and machining center respectively, and there would be burrs on the tool marks. There was no corresponding treatment provided, so great roughness occurred. In addition, the right hole and inclined plane were mainly performed in the machining center, and the angle between the hole and axis line was 12°. The relationship between the inclined plane and the hole was spatially corresponding. The three-jaw chuck was installed on the workbench, and the position of the parts couldn't be sure every time. In addition, the three-jaw hydraulic chuck has been used for too long, and it has worn out, gradually forming a bell shape.
The three-jaw gradually deviates from the center of the machine tool spindle, which will increase the centering error of the three-jaw and increase the shape and position tolerance of the processed workpiece, thereby affecting precision. In addition, it takes 20 minutes to complete the processing of one part using the above-mentioned processing technology, which is not efficient and beneficial. The main cause is many clamping times of parts and scattered processing procedures.
3. The optimization of the SS 316L flange's processing technology
The SS 316L flange's processing technology was optimized based on the analysis of the above problems, and the fine finishing process was added. In the traditional machining process, the inner hole is processed on the CNC lathe, and then milling is performed for the arc groove on the machining center. Finally, the arc inner groove is processed on the CNC lathe. In this regard, the fine finishing boring tool can be added to the CNC lathe for fine finishing. Using this kind of processing technology to fine finish all arc surfaces can ensure that the surface roughness of the arc meets the standard requirements. In addition, a special fixture was designed. For the fixture of the CNC lathe, three copper blocks were welded to the front end of the soft jaw of the three-jaw chuck, and an arc step-like shape was formed by self-boring. In the machining process, one side of the part was quickly approached at the position of the step, which could be accurately positioned. For the fixture in the machining center, it is composed of worktables, screws, bottom plates, positioning pins, T-screw of flange parts, support seat and other parts. The bottom plate of the fixture is installed on the worktable of the machining center, and is fixed with T-slots; the support seat is used to ensure the spatial position of the parts. Use positioning pins to fix the position in the clamping process, and then tighten the remaining screws. In the process of processing, the fixed pin should be removed, and the 12° bevel is milled first. Then, the hole is milled. Through the design of special fixtures, processing efficiency can be effectively improved.
4. Conclusion
There were certain problems with the SS 316L flange's processing technology in the past, and the processing accuracy and processing efficiency were not ideal. The causes of the problem are analyzed; make corresponding improvements and optimizations to the processing technology, improve the processing accuracy through fine finishing, and improve the processing efficiency through the design of special fixtures.
In the connection of two bearings and equipment, a flange is required. At present, one of the main connection methods in pipeline construction is a flange, which has the advantages of great pressure bearing capacity and convenient disassembly. In order to study the processing technology of SS 316L flanges, the flange parts of the corresponding reducer were selected. In the actual processing, it is found that there were parts that do not meet the requirements of the drawings. Optimize the processing technology to ensure the quality of flange processing based on this analysis of the actual processing problems.
1. First trial cutting of SS 316L flanges
The SS 316L flange is currently a relatively common type, and its chemical composition mainly includes molybdenum, nickel, chromium, sulfur, phosphorus, manganese, silicon carbon and so on. According to the processing requirements, use a round bar of φ55 x 20 mm as a workblank. The material is characterized by high temperature resistance and corrosion resistance, high strength, good cutting performance, a wide range of applications in mechanical equipment. The processing of the flange mainly includes drilling, boring, milling plane and turning outer circles. Perform an outer circle turning of φ52 mm or 34 mm on the right side on the CNC lathe. Process the hole of φ l5.68 mm or 28.3 mm as well as the outer circle of φ33mm. Through the vertical machining center, an arc groove of R1.7, holes of 4-φ4.5 mm, 12.2 mm and 24.0 mm as well as the inclined surface on the right side. In the trial cutting of the first piece, three-jaw chucks were used in the machining center and CNC lathe. The CNC lathe was used to machine the right outer circle and steps, and then the left outer circle and inner hole were processed. When the three-jaw chuck of the machining center was used, it clamped from the outer circle on the right side, and arc groove milling and drilling were performed. Then, the reverse side was clamped, milling the inclined side and the hole. Finally, the inner groove was processed on the CNC lathe. According to the above processing technology, the inspection of the trial cutting first piece was carried out. The result showed that the roughness of the left inner hole and arc surface was unqualified, and part of the arc machining was not complete. The angle between the part of holes and axis line was insufficient, and the spatial position of the right inclined plane was unqualified. In addition, the processing time was long and the processing efficiency was low.
2. The processing problem analysis of the SS 316L flange
According to the result of trial cutting of the first piece, as shown in the figure on the right. There were 3 arc segments on the left side of the part, including 3 R0.5 and 2 R1.7. Among them, the R0.5 at position 3 was processed by the boring tool in the CNC lathe. The R1.7 arc groove in position 1 was milled with a ball-end milling cutter in the machining center, and R1.7 in position 5 was processed with an arc inner groove cutter on the CNC lathe at the end. In the processing, the R0.5 arc grooves at positions 2 and 4 were not involved, so R0.5 in these two positions was not processed completely. The R1.7 arcs in the two positions were processed on the CNC lathe and machining center respectively, and there would be burrs on the tool marks. There was no corresponding treatment provided, so great roughness occurred. In addition, the right hole and inclined plane were mainly performed in the machining center, and the angle between the hole and axis line was 12°. The relationship between the inclined plane and the hole was spatially corresponding. The three-jaw chuck was installed on the workbench, and the position of the parts couldn't be sure every time. In addition, the three-jaw hydraulic chuck has been used for too long, and it has worn out, gradually forming a bell shape.
The three-jaw gradually deviates from the center of the machine tool spindle, which will increase the centering error of the three-jaw and increase the shape and position tolerance of the processed workpiece, thereby affecting precision. In addition, it takes 20 minutes to complete the processing of one part using the above-mentioned processing technology, which is not efficient and beneficial. The main cause is many clamping times of parts and scattered processing procedures.
3. The optimization of the SS 316L flange's processing technology
The SS 316L flange's processing technology was optimized based on the analysis of the above problems, and the fine finishing process was added. In the traditional machining process, the inner hole is processed on the CNC lathe, and then milling is performed for the arc groove on the machining center. Finally, the arc inner groove is processed on the CNC lathe. In this regard, the fine finishing boring tool can be added to the CNC lathe for fine finishing. Using this kind of processing technology to fine finish all arc surfaces can ensure that the surface roughness of the arc meets the standard requirements. In addition, a special fixture was designed. For the fixture of the CNC lathe, three copper blocks were welded to the front end of the soft jaw of the three-jaw chuck, and an arc step-like shape was formed by self-boring. In the machining process, one side of the part was quickly approached at the position of the step, which could be accurately positioned. For the fixture in the machining center, it is composed of worktables, screws, bottom plates, positioning pins, T-screw of flange parts, support seat and other parts. The bottom plate of the fixture is installed on the worktable of the machining center, and is fixed with T-slots; the support seat is used to ensure the spatial position of the parts. Use positioning pins to fix the position in the clamping process, and then tighten the remaining screws. In the process of processing, the fixed pin should be removed, and the 12° bevel is milled first. Then, the hole is milled. Through the design of special fixtures, processing efficiency can be effectively improved.
4. Conclusion
There were certain problems with the SS 316L flange's processing technology in the past, and the processing accuracy and processing efficiency were not ideal. The causes of the problem are analyzed; make corresponding improvements and optimizations to the processing technology, improve the processing accuracy through fine finishing, and improve the processing efficiency through the design of special fixtures.

Related News
- Failure and Crack Analysis of an EO/EG Unit Tower Inlet Flange
- Pipe Flange Bolt Tightening in LNG Projects: Key Considerations
- Ultrasonic Testing of High-Neck Flange Welds
- Underwater Flange Connection Methods for Submarine Pipelines
- Key Technologies for Pressure Vessel Testing and Flange Connection Design
- Installation of Main Bolts for Lap Joint Flange in High-Temperature Gas-Cooled Reactors
- Structural Design and Finite Element Analysis of Anchor Flanges
- Key Welding Technology for High-Neck Flange and Steel Pipe Joints
- The Design and Calculation of Stamped Lap Joint Flanges
- Development of Manufacturing Large Anchor Flanges