Failures Caused by Manufacturing & Installation of SS Flanges (Part Two)
3. Welding processes and failure factor analysis of flanges
In order to improve the reliability of the connection between the flange and pipeline, welding is generally used. Under the action of a high-temperature heat source during fusion welding, the area where the structure and properties change within a certain range on both sides of the welding seam is called the heat affected zone. For austenitic stainless steel forgings, it is equivalent to slow cooling after high-temperature treatment after welding, and chromium carbide is precipitated from austenite and gathers between grains. This process also increases the susceptibility of the material to intergranular corrosion.
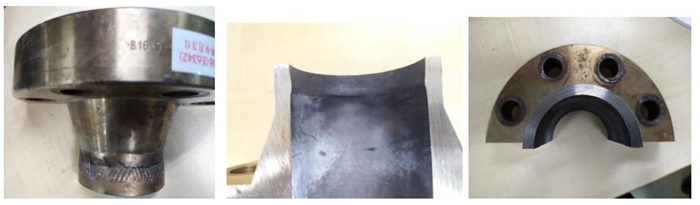
Figure 2 Welding defects of flanges
Figure 2 is a picture of the failed flange of a chemical plant in a coastal area. The staff found that the flange leaked after inspection. After the flange was cut off, cracks could be seen in the heat-affected zone of the welding seam near the side of the forging. After cutting the flange along the axis, it was found that the crack penetrated the entire thickness of the section. After testing the material at the crack of the forging, it was found that there were obvious signs of carbide precipitation at the crystal edge of the heat-affected zone of the flange. The crack expanded along the grain boundary; there were dendritic cracks around the welding seam after and chloride ions were found on the fracture after observing by a magnifying glass. It is inferred that the defect appearred for the austenitic stainless steel flange is stress corrosion cracking. There are three important factors affecting stress corrosion cracking: tensile stress environment, corrosive media and sensitive materials.
From the perspective of stress, the stress on the flange mainly includes residual stress generated by flange forging and welding seams, radial tensile stress generated by working pressure of pipeline media, temperature difference stress generated by thermal insulation conditions of pipelines and medium factors. The working pressure of the gas in the pipeline is small, and its tensile stress on the axial direction of the pipeline can be ignored. The operating temperature of the pipeline has been stable, which is about 37 degrees Celsius, and there is no great temperature difference in each part. Therefore, the influence of temperature difference stress can also be ignored. From this, it can be judged that the flange is mainly affected by the residual stress caused by welding, which is an important condition for stress corrosion cracking.
The cracking of the flange is initiated from the outside, so it is mainly the corrosive medium from the outside that affects the cracking of the flange. The location of the plant is by the sea, and the flanges are more susceptible to chloride ions due to rainfall and air convection. The chloride ion concentration on the flange surface will increase due to the effect of evaporation and aggregation, forming a stress corrosion environment. A lot of experiments show that the critical chloride ion concentration changes obviously with the influence of materials and medium temperatures. Birchon and others believed that the chloride ion concentration with 0.2 to 10 ppm can cause stress corrosion cracking. When chloride ions are enriched or concentrated for some reason, even if the ambient chloride ion concentration is very low, stress corrosion cracking may also occur.
In the welding process of pressure pipes and austenitic stainless steel forged flanges, some areas of the heat affected zone will inevitably stay in the sensitization temperature range of austenitic stainless steel for a long time, and the heat diffusion on the side of the welding seam close to the forging has relatively poor conditions, making the material sensitized more severely than that on the side of the pipe. Stainless steel has certain corrosion resistance to chloride ions. If it is not subjected to solution treatment or is sensitized by welding, carbides will precipitate at the grain boundaries, resulting in lacking chromium at the grain boundaries and being sensitive to intergranular corrosion. Intergranular stress corrosion cracking is prone to occur under the action of welding residual stress and chloride ion corrosion.
4. Conclusion
The welding of austenitic stainless steel flanges on site may lead to partial sensitization of austenitic stainless steel, precipitation of a certain amount of grain boundary compounds, resulting in lacking of chromium at the grain boundary, which reduces the grain boundary strength and corrosion resistance of the material. The precipitation of carbides on the grain boundary causes stress corrosion cracking in the chromium poor zone near the grain boundary under the combined influence of welding residual stress, piping stress, and external corrosive media. It is recommended to use ultra-low carbon 304L electrode for welding to avoid the formation of intermetallic compounds. When welding, use argon arc welding as much as possible to avoid the occurrence of reworking. Do a good job of quality control for surfaces before installation to ensure long-term, stable and safe operation of such containers.
In order to improve the reliability of the connection between the flange and pipeline, welding is generally used. Under the action of a high-temperature heat source during fusion welding, the area where the structure and properties change within a certain range on both sides of the welding seam is called the heat affected zone. For austenitic stainless steel forgings, it is equivalent to slow cooling after high-temperature treatment after welding, and chromium carbide is precipitated from austenite and gathers between grains. This process also increases the susceptibility of the material to intergranular corrosion.
Figure 2 Welding defects of flanges
Figure 2 is a picture of the failed flange of a chemical plant in a coastal area. The staff found that the flange leaked after inspection. After the flange was cut off, cracks could be seen in the heat-affected zone of the welding seam near the side of the forging. After cutting the flange along the axis, it was found that the crack penetrated the entire thickness of the section. After testing the material at the crack of the forging, it was found that there were obvious signs of carbide precipitation at the crystal edge of the heat-affected zone of the flange. The crack expanded along the grain boundary; there were dendritic cracks around the welding seam after and chloride ions were found on the fracture after observing by a magnifying glass. It is inferred that the defect appearred for the austenitic stainless steel flange is stress corrosion cracking. There are three important factors affecting stress corrosion cracking: tensile stress environment, corrosive media and sensitive materials.
From the perspective of stress, the stress on the flange mainly includes residual stress generated by flange forging and welding seams, radial tensile stress generated by working pressure of pipeline media, temperature difference stress generated by thermal insulation conditions of pipelines and medium factors. The working pressure of the gas in the pipeline is small, and its tensile stress on the axial direction of the pipeline can be ignored. The operating temperature of the pipeline has been stable, which is about 37 degrees Celsius, and there is no great temperature difference in each part. Therefore, the influence of temperature difference stress can also be ignored. From this, it can be judged that the flange is mainly affected by the residual stress caused by welding, which is an important condition for stress corrosion cracking.
The cracking of the flange is initiated from the outside, so it is mainly the corrosive medium from the outside that affects the cracking of the flange. The location of the plant is by the sea, and the flanges are more susceptible to chloride ions due to rainfall and air convection. The chloride ion concentration on the flange surface will increase due to the effect of evaporation and aggregation, forming a stress corrosion environment. A lot of experiments show that the critical chloride ion concentration changes obviously with the influence of materials and medium temperatures. Birchon and others believed that the chloride ion concentration with 0.2 to 10 ppm can cause stress corrosion cracking. When chloride ions are enriched or concentrated for some reason, even if the ambient chloride ion concentration is very low, stress corrosion cracking may also occur.
In the welding process of pressure pipes and austenitic stainless steel forged flanges, some areas of the heat affected zone will inevitably stay in the sensitization temperature range of austenitic stainless steel for a long time, and the heat diffusion on the side of the welding seam close to the forging has relatively poor conditions, making the material sensitized more severely than that on the side of the pipe. Stainless steel has certain corrosion resistance to chloride ions. If it is not subjected to solution treatment or is sensitized by welding, carbides will precipitate at the grain boundaries, resulting in lacking chromium at the grain boundaries and being sensitive to intergranular corrosion. Intergranular stress corrosion cracking is prone to occur under the action of welding residual stress and chloride ion corrosion.
4. Conclusion
The welding of austenitic stainless steel flanges on site may lead to partial sensitization of austenitic stainless steel, precipitation of a certain amount of grain boundary compounds, resulting in lacking of chromium at the grain boundary, which reduces the grain boundary strength and corrosion resistance of the material. The precipitation of carbides on the grain boundary causes stress corrosion cracking in the chromium poor zone near the grain boundary under the combined influence of welding residual stress, piping stress, and external corrosive media. It is recommended to use ultra-low carbon 304L electrode for welding to avoid the formation of intermetallic compounds. When welding, use argon arc welding as much as possible to avoid the occurrence of reworking. Do a good job of quality control for surfaces before installation to ensure long-term, stable and safe operation of such containers.

Related News
- Failure and Crack Analysis of an EO/EG Unit Tower Inlet Flange
- Pipe Flange Bolt Tightening in LNG Projects: Key Considerations
- Ultrasonic Testing of High-Neck Flange Welds
- Underwater Flange Connection Methods for Submarine Pipelines
- Key Technologies for Pressure Vessel Testing and Flange Connection Design
- Installation of Main Bolts for Lap Joint Flange in High-Temperature Gas-Cooled Reactors
- Structural Design and Finite Element Analysis of Anchor Flanges
- Key Welding Technology for High-Neck Flange and Steel Pipe Joints
- The Design and Calculation of Stamped Lap Joint Flanges
- Development of Manufacturing Large Anchor Flanges