Failures Caused by Manufacturing & Installation of SS Flanges (Part One)
Abstract: Two typical cases in chemical plants are listed. The failures of flanges are caused by manufacturing and installation. After analyzing and studying the failed parts, it is found that the surface defects in the forging process and the improper selection of welding materials or processes are important factors that lead to the later failure of the flange.
1. Research background
Austenitic stainless steel flanges are widely used in the field of chemical energy due to their outstanding mechanical properties and corrosion resistance. In the actual chemical production, the flange interface is often the most prone to leakage in the pipeline connection. If the medium transported by the pipeline is a toxic, harmful, flammable and explosive medium, the failure of these flanges may bring immeasurable loss. A considerable part of these failures is caused by the hidden dangers left in manufacturing or installation of the flange. Therefore, studying the failures caused by improper manufacturing and installation of austenitic stainless steel flanges has a great significance for long-term stable operation for the manufacture and installation of austenitic stainless steel flanges.
2. The forging process and failure factors of flanges
Compared with ordinary carbon steel, austenitic stainless steel has higher requirements for forging performance mainly because of the low thermal conductivity of austenitic stainless steel, high forging temperatures, good overheating sensitivity, and great high-temperature deformation resistance, which all bring difficulties for forging stainless steel. In order to ensure product quality, the forging process of stainless steel flanges must be strictly controlled.
Intergranular corrosion is an important reason for the failure of austenitic stainless steel. Compound chromium carbide formed by the precipitation of carbon from supersaturated solid solution and important corrosion-resistant chromium gathers between crystals. The increase of carbon content will increase the sensibility of intergranular corrosion.
Austenitic stainless steel has a poor thermal conductivity in the initial heating stage. If the initial forging temperature is too high and the temperature rises too fast, high-temperature ferrite will easy to happen, and the grains will grow rapidly. At this time, the corrosion resistance, impact toughness and creep performance of austenitic stainless steel will degrade. After comprehensive consideration, the forging temperatures should be from 1150°C to 1180°C. The final forging temperature should not be too low. If the final forging temperature is too low, the plasticity of the material will decrease. Continued forging may cause cracks. Therefore, the final forging temperatures should be 850°C to 900°C. For materials with a diameter greater than 120mm, they should be fully preheated to ensure even temperature till the initial forging temperature.
For welding neck flanges, the taper surface of the neck leads to sudden changes in shape, and defects such as forging cracks and porosity are likely to occur in this part. Folding may happen on the outer surface of the flange neck cone surface in the forging process due to the sudden change of cross-section. According to the characteristics of the production process and the analysis of the ASTM A961 standard, oxide scales or other inclusions may form on the surface of the austenitic stainless steel forging flange in the forging process. If the impurities and oxide scale attached to the surface of the flange are not cleaned, they will embed in the metal matrix, forming folding. The metal oxides have a relatively high melting point in the forging process, which is not easy to combine with the metal matrix. These inclusions and oxides will destroy the continuity of the austenitic stainless steel forging part. Usually, the material around the defect will be squeezed and deform. The tissue near the folding is further oxidized and corroded due to the direct exposure of a large area to the air atmosphere at high temperatures. The discontinuity of such materials is also an important reason for the failure of stainless steel flanges.
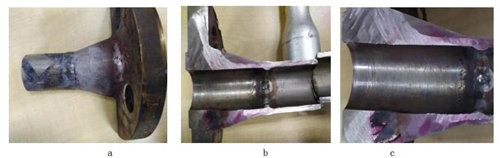
Figure 1 The defect of flange forgings
Figure 1a shows a flange with a defect in a chemical plant. After PT inspection, it was found that there were cracks on its surface. The flange is made of 304 austenitic stainless steel. In order to determine the cause of the crack, the flange was cut in half along the axial direction, as shown in Figure 1b. After cutting, it was found that there were a series of porosity near the welding of the flange as shown in Figure 1c. These porosities are scattered holes formed when the volume of liquid stainless steel is not effectively filled after shrinking in the solidification of the stainless steel casting structure. According to chemical analysis and mechanical property testing of ASTM A961, the mechanical properties and chemical composition of the flange meet the requirements of ASTM A182 standard. The quality certificate of the flange shows that although the flange's production quality control process meets the requirements of ASTM A961 standard, the proportion of surface penetrant inspection before the flange leaving the factory shows that the PT inspection is randomly selected according to 10% of the flanges in the same batch. There is a risk of missing detection for cracks on surfaces of flanges.
To sum up, the transverse crack on the conical surface of the neck of the austenitic stainless steel flange is a forging defect in this case. The manufacturer's missed inspection of the surface quality of the flange before it leaves the factory and the acceptance of the pipe fittings before installation is not carried out well, which is also a cause of porosity not being detected before putting on the construction site.
1. Research background
Austenitic stainless steel flanges are widely used in the field of chemical energy due to their outstanding mechanical properties and corrosion resistance. In the actual chemical production, the flange interface is often the most prone to leakage in the pipeline connection. If the medium transported by the pipeline is a toxic, harmful, flammable and explosive medium, the failure of these flanges may bring immeasurable loss. A considerable part of these failures is caused by the hidden dangers left in manufacturing or installation of the flange. Therefore, studying the failures caused by improper manufacturing and installation of austenitic stainless steel flanges has a great significance for long-term stable operation for the manufacture and installation of austenitic stainless steel flanges.
2. The forging process and failure factors of flanges
Compared with ordinary carbon steel, austenitic stainless steel has higher requirements for forging performance mainly because of the low thermal conductivity of austenitic stainless steel, high forging temperatures, good overheating sensitivity, and great high-temperature deformation resistance, which all bring difficulties for forging stainless steel. In order to ensure product quality, the forging process of stainless steel flanges must be strictly controlled.
Intergranular corrosion is an important reason for the failure of austenitic stainless steel. Compound chromium carbide formed by the precipitation of carbon from supersaturated solid solution and important corrosion-resistant chromium gathers between crystals. The increase of carbon content will increase the sensibility of intergranular corrosion.
Austenitic stainless steel has a poor thermal conductivity in the initial heating stage. If the initial forging temperature is too high and the temperature rises too fast, high-temperature ferrite will easy to happen, and the grains will grow rapidly. At this time, the corrosion resistance, impact toughness and creep performance of austenitic stainless steel will degrade. After comprehensive consideration, the forging temperatures should be from 1150°C to 1180°C. The final forging temperature should not be too low. If the final forging temperature is too low, the plasticity of the material will decrease. Continued forging may cause cracks. Therefore, the final forging temperatures should be 850°C to 900°C. For materials with a diameter greater than 120mm, they should be fully preheated to ensure even temperature till the initial forging temperature.
For welding neck flanges, the taper surface of the neck leads to sudden changes in shape, and defects such as forging cracks and porosity are likely to occur in this part. Folding may happen on the outer surface of the flange neck cone surface in the forging process due to the sudden change of cross-section. According to the characteristics of the production process and the analysis of the ASTM A961 standard, oxide scales or other inclusions may form on the surface of the austenitic stainless steel forging flange in the forging process. If the impurities and oxide scale attached to the surface of the flange are not cleaned, they will embed in the metal matrix, forming folding. The metal oxides have a relatively high melting point in the forging process, which is not easy to combine with the metal matrix. These inclusions and oxides will destroy the continuity of the austenitic stainless steel forging part. Usually, the material around the defect will be squeezed and deform. The tissue near the folding is further oxidized and corroded due to the direct exposure of a large area to the air atmosphere at high temperatures. The discontinuity of such materials is also an important reason for the failure of stainless steel flanges.
Figure 1 The defect of flange forgings
Figure 1a shows a flange with a defect in a chemical plant. After PT inspection, it was found that there were cracks on its surface. The flange is made of 304 austenitic stainless steel. In order to determine the cause of the crack, the flange was cut in half along the axial direction, as shown in Figure 1b. After cutting, it was found that there were a series of porosity near the welding of the flange as shown in Figure 1c. These porosities are scattered holes formed when the volume of liquid stainless steel is not effectively filled after shrinking in the solidification of the stainless steel casting structure. According to chemical analysis and mechanical property testing of ASTM A961, the mechanical properties and chemical composition of the flange meet the requirements of ASTM A182 standard. The quality certificate of the flange shows that although the flange's production quality control process meets the requirements of ASTM A961 standard, the proportion of surface penetrant inspection before the flange leaving the factory shows that the PT inspection is randomly selected according to 10% of the flanges in the same batch. There is a risk of missing detection for cracks on surfaces of flanges.
To sum up, the transverse crack on the conical surface of the neck of the austenitic stainless steel flange is a forging defect in this case. The manufacturer's missed inspection of the surface quality of the flange before it leaves the factory and the acceptance of the pipe fittings before installation is not carried out well, which is also a cause of porosity not being detected before putting on the construction site.

Related News
- Installation of Main Bolts for Lap Joint Flange in High-Temperature Gas-Cooled Reactors
- Structural Design and Finite Element Analysis of Anchor Flanges
- Key Welding Technology for High-Neck Flange and Steel Pipe Joints
- The Design and Calculation of Stamped Lap Joint Flanges
- Development of Manufacturing Large Anchor Flanges
- Hardfacing the Inner Surface of Long-Neck Flanges Using CO₂ Gas-Shielded Welding
- UHV High-Neck Flange Welding
- Application of High-Neck Flange to UHV Steel Pipe Tower
- Analysis of the Cracking Cause of High-Neck Flanges
- Anchor Flanges for the East-West Gas Transmission Project